振动筛
振动筛:厂家直销、价格便宜
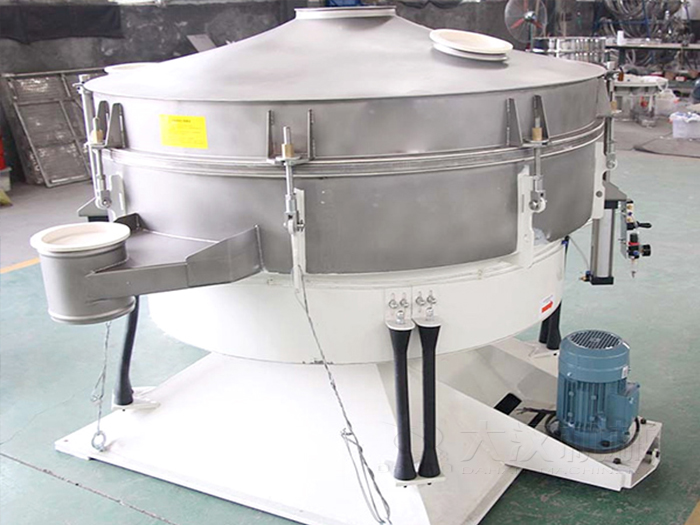
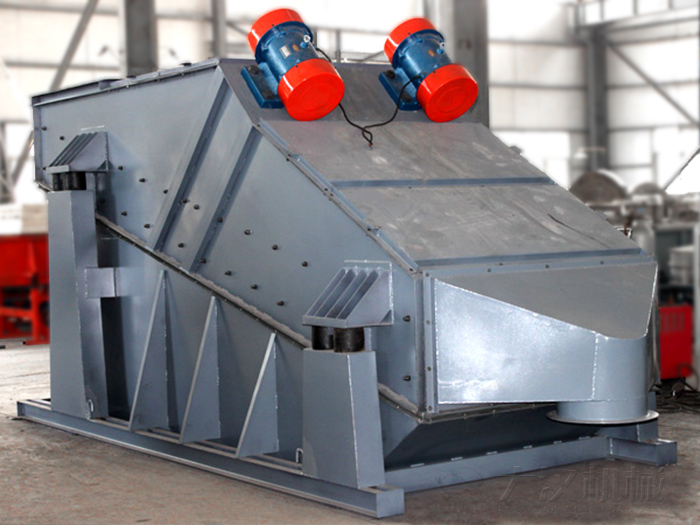
直线振动筛、超声波振动筛:型号参数全
振动筛:厂家直销、价格便宜
直线振动筛、超声波振动筛:型号参数全
发布时间:2020-09-07 09:50:05 作 者:admin 来 源:未知
本标准规定了振动时效工艺参数的选择及技术要求和振动时效效果评定办法。
本标准适用于材质为碳素结构钢,低合金钢,不锈钢,铸铁,有色金属(铜,铝,锌及其合金)等铸件,锻件,焊接件的振动时效处理。
2.1 扫频曲线-将激振器的频率缓慢的由小调大的过程称扫频,随着频率的变化,工件振动响应发生变化,反映振动响应与频率之间关系的曲线,称扫频曲线,如 a-f 称振幅频率曲线; a-f 称加速度频率曲线。 注:a表示振幅, a表示加速度, f表示频率
2.2 激振点-振动时效时,激振器在工件上的卡持点称激振点。
3.2.1 设备的激振频率应大于工件的固有频率。
3.2.2 设备的激振频率小于工件的固有频率时,应采取倍频(或称分频),降频等措施。
3.2.3 设备的激振力应能使工件内产生的动应力为工作应力的1/3~2/3。
3.2.4 设备应具备自动扫频,自动记录扫频曲线,指示振动加速度值和电机电流值的功能,稳速精度应达到±1r/min。
3.3.1 为了使工件处于自由状态,应采取三点或四点弹性支撑工件,支撑位置应在主振频率的节线处或附近。为使工件成为两端简支或悬臂,则应采取刚性装卡。
3.3.2 激振器应刚性地固定在工件的刚度较强或振幅较大处,但不准固定在工件的强度和刚度很低部位(如大的薄板平面等)。
Copyright © 2007-2013 新乡市大汉振动筛厂家 | All Rights Reserved 备案序号:豫ICP备09002479号-2
企业法人营业执照(注册号):410721100003866